
近期,光学系统先进制造重点实验室(中国科学院)张学军院士研究团队,提出了一种基于等效曲面的CGH检测精度校验方法,采用小口径高精度轮廓仪实现了超大口径非球面反射镜CGH补偿元件标定,精度优于λ /150(λ=632.8 nm)。
目前,该成果以“Accuracy verification methodology for computer-generated hologram used for testing a 3.5-meter mirror based on an equivalent element”为题发表在Light: Advanced Manufacturing。中国科学院长春光机所博士生徐凯为论文第一作者,研究员胡海翔、张志宇为论文通讯作者。论文分别从精度检验原理分析以及实验方面验证了该项技术在CGH精度检验方面的有效性,保障了大口径非球面反射镜的高精度和高可靠性检测。
CGH补偿干涉检验
在光学元件的超精密加工中,检具是用于控制表面形状精度的专用检测工具,检具的测量精度直接关系光学元件的面形加工质量。作为望远镜系统的超精密核心部件,大口径非球面反射镜的表面形状往往要求达到纳米级精度,如此极端的要求对控制其表面形状精度的检具提出了超高要求。
面向大口径非球面反射镜的面形精度检测,使用计算机生成全息图(CGH)的补偿干涉检测技术是目前广泛应用的唯一且精度最高的检测方法(图1)。这种技术通过借助CGH检具产生任意需要的参考波前,以实现对非球面和自由曲面的高精度干涉检测。显然,CGH检具的测量精度将直接影响被检大口径反射镜的面形精度。因为缺乏精度相当的多方法验证,自1971年CGH技术首次应用于非球面面形检测以来,对其测量精度的标定技术一直是相关领域的研究热点。
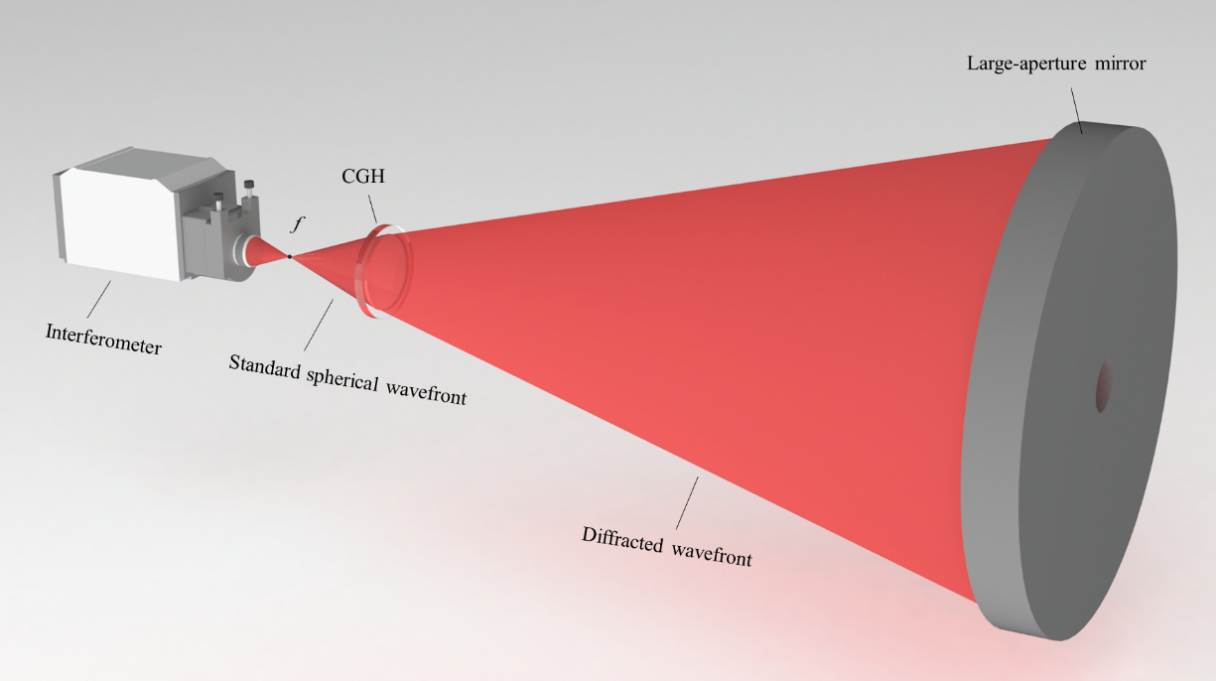
图1 超大口径非球面反射镜CGH干涉检测示意图
精度标定难点
针对CGH检具的测量精度标定,广泛使用的方法主要包括制造误差分析、双CGH检验、以及复合相位CGH检验等精度估计方案,这些方案并不能对CGH检具的实际衍射波前进行直接检验。
比较检验是一种直接的精度检验方法,通过使用两种及以上检测技术测试同一光学元件,测量结果之间的差异能够直接反映测量精度的可靠性。然而,对大口径非球面反射镜的对比检验往往缺乏精度相当的多方法对比测量技术。轮廓检测法是一种具有潜力的高精度检测技术,受测量口径的严重限制,目前无法用于大口径非球面反射镜的面形检测。
非球面波前演化实现等效曲面设计
为突破口径限制,研究团队提出了一种基于等效元件的CGH检具测量精度校验方法。该技术方案主要包括等效元件制造、比较检验和精度验证三个部分。通过模拟非球面波前传播过程,设计小口径等效元件(口径约减小一个数量级),使其在自准直测量光路中与超大口径非球面反射镜完全等效,进而采用小口径高精度轮廓检测等效元件传递的非球面波前基准,解决超大口径非球面反射镜CGH补偿元件的精度校验难题。
为了验证上述CGH精度校验方法的有效性,研究团队对一个有效口径为225毫米的CGH检具进行了精度校验,该检具用于检测一个3.5米非球面反射镜。为了尽量减小等效元件的口径,研究人员选择在检测光路中靠近CGH的位置设计并制造3.5米非球面反射镜的等效元件(图2)。该等效元件的有效口径为281毫米,通过金刚石车削及抛光技术制造,并分别使用CGH检具和LUPHOScan高精度轮廓仪进行了比较检验。
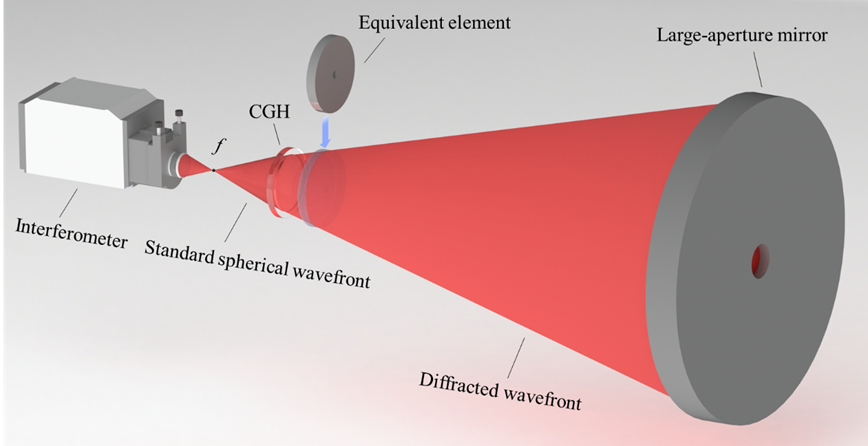
图2 基于等效元件的CGH检具测量精度校验方法示意图
CGH检测精度校验
对于来自不同仪器的测量结果,分析两者之间的点对点差值面形误差图是评价面形一致性的常用方法。采用CGH干涉补偿法和高精度轮廓检测法,分别检测等效曲面元件的面形精度,结果均优于RMS 10 nm(图3),但两者点差结果仅优于RMS 6 nm。基于这一结果,研究人员发现仅使用差值面形误差的RMS值来评价一致性是不全面的,尽管两个误差图在某些区域的形状特征具有一致性。
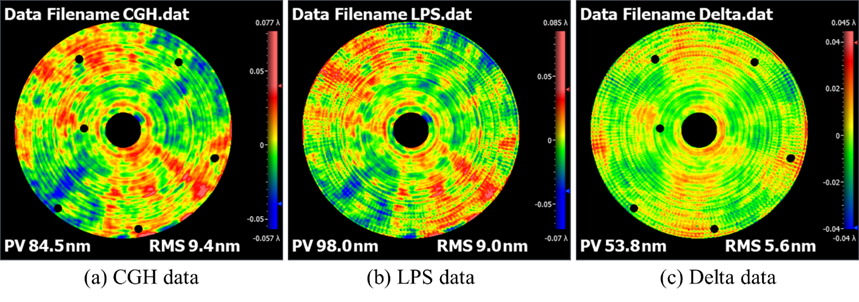
图3 (a)CGH检测结果;(b) LUPHOScan轮廓仪检测结果;(c)二者点差分布图
通过面形误差成份分析,使用CGH检具和LUPHOScan轮廓仪测量得到的面形误差表现出了优异的一致性,两者之间的差异在任意单一Zernike项上均小于1 nm(RMS)。另外,研究人员还使用RMSD分析了两者在全频段上的一致性(图4)。两者检测结果在全频段上表现出了良好的一致性,尤其是在中低频段,两者之间的差值面形误差的平均值为4 nm。进一步,通过基于正交假设的实际面形误差估计表明,300 mm口径CGH补偿元件的标定精度达到4 nm,精度尺度比达到1.1 ppb。
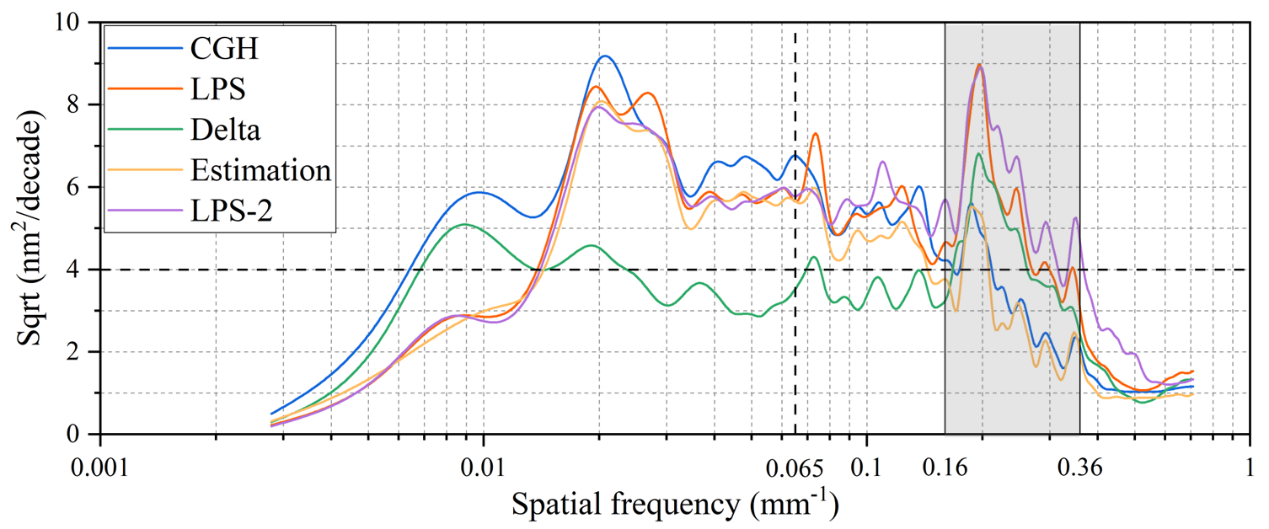
图4 面形误差空间频域分析曲线
总结与展望
本文报道了一种超大口径非球面反射镜CGH检测精度校验方法,通过在对比检验中使用等效元件解决了测量口径限制问题。通过设计并制造3.5米非球面反射镜的等效元件,采用小口径高精度轮廓仪实现了CGH补偿元件标定,精度优于λ /150(λ=632.8 nm)。该技术为CGH检具的精度验证提供了可行的解决方案,确保了大口径非球面反射镜的高精度和高可靠性检测。
论文信息
Kai Xu, Haixiang Hu, Xin Zhang, Hongda Wei, Zhiyu Zhang, Xuejun Zhang. Accuracy verification methodology for computer-generated hologram used for testing a 3.5-meter mirror based on an equivalent element[J]. Light: Advanced Manufacturing 5, 25(2024). doi: 10.37188/lam.2024.025
https://doi.org/10.37188/lam.2024.025

