近期,中国科学院长春光机所在Light: Advanced Manufacturing发表了题为“Investigating a corrective online measurement method for the tool influence function in millimetre spot-sized ion beam figuring”的研究论文。本文第一作者为胡海翔研究员,第二作者为硕士研究生卞萌,通讯作者由胡海翔、唐瓦、季鹏共同担任。该研究提出了一种基于卷积效应修正的高精度去除函数在线测量方法,用于在线、快速、准确计算离子束加工中的小束径去除函数。针对半高宽为0.5mm至1mm的去除函数,其计算准确性可控制在3%左右。该技术成功应用于大口径非球面的精密修形中,空间波长范围在15mm到3.6mm范围内的面形误差RMS从1.7nm降低到0.4nm。
新一代同步辐射光源与X射线自由电子激光装置产生的超高亮度、高相干性X射线束,为物质纳米结构与基本过程的探索提供了革命性工具。X射线反射镜作为核心光学元件,其面形精度直接决定了光束聚焦性能与成像质量。其中空间波长范围在1mm至10mm之间的面形误差修整,对加工工具的特性提出了极高的要求。针对此问题,去除函数具有极强调节灵活性的离子束加工技术展现出极大的优势。当去除函数的束径降低至毫米甚至亚毫米量级时,即可有效消除该部分的面形误差。
在此过程中,小束径去除函数的精确测量十分关键。尤其在针对大口径镜面的长时间加工中,不仅需要精确的去除函数,更需对其稳定性进行实时监测、评估与补偿,这对保障加工精度至关重要。然而,实验测量法无法实现这一点:去除函数数据仅能在加工后获取,导致波动补偿必须延迟至下一轮修形周期,此外,抽放真空、检测等辅助流程进一步增加了时间成本。因此,实现小束径去除函数的高精度在线测量,是提升离子束加工准确性与效率的核心前提。
小束径去除函数准确在线测量的挑战
在离子束加工中,去除函数的在线测量是通过法拉第杯扫描离子束流的能量分布,进而计算获得。对于大束径去除函数,其分布与离子束流分布基本一致,法拉第杯扫描结果能准确地反应去除函数的分布状态。然而,当去除函数束径减小至毫米量级特别是半宽高小于2 mm时,以往的在线测量方法不再准确,去除函数束径显著小于法拉第杯扫描结果。
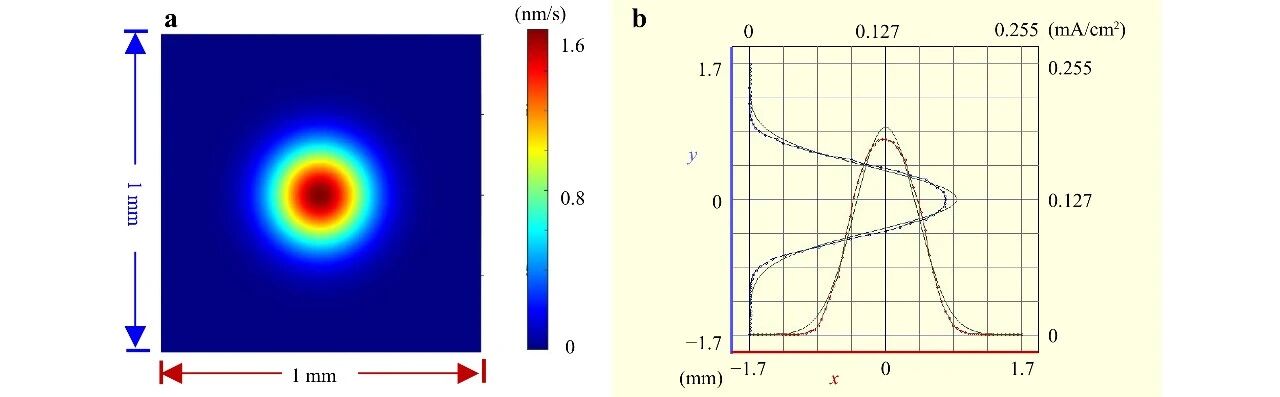
原有在线测量方法测量小束径离子束去除函数的误差示意图
基于卷积效应修正的高精度去除函数在线测量方法
结合法拉第杯扫描原理,研究团队详细分析了离子束流测量的误差来源,发现其主要是由法拉第杯小孔所产生的卷积效应有关。在卷积效应的影响下,通过小孔测得的离子束流分布会呈现峰值减小与半高宽扩张,产生“退化”现象,且此与离子束流和法拉第杯小孔之间的相对关系密切相关。当两者之间的比值越小,卷积效应越发明显。
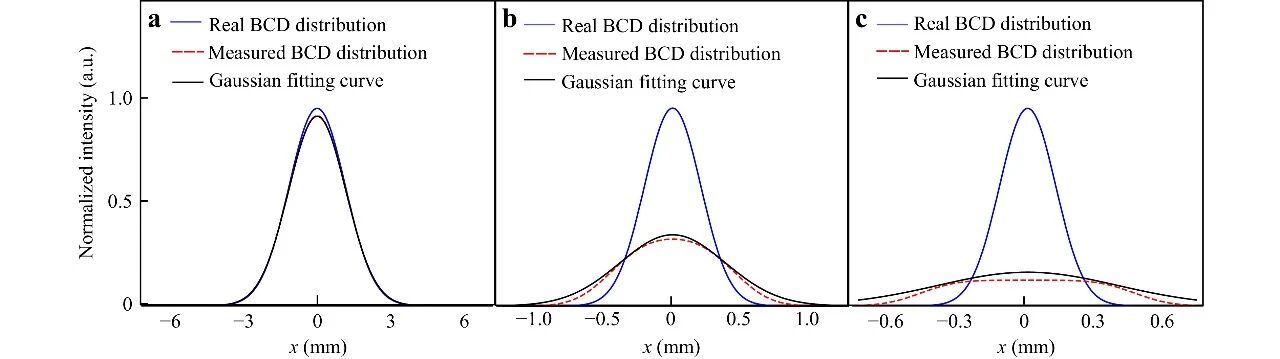
不同光束孔径尺寸比的去除函数分布的归一化比较(a)尺寸比为3(b)尺寸比为0.5(c)尺寸比为0.3
针对此问题,研究团队提出了一种基于卷积效应修正的去除函数在线测量方法,通过严谨的公式推导,准确建立了“退化”前后的离子束流的峰值与半高宽变化关系,将卷积效应问题考虑至去除函数在线测量过程中,最终将半高宽小于2mm的小束径去除函数测量误差控制在3%左右,并成功应用于大口径非球面加工中,将面形误差RMS值控制在0.4nm。
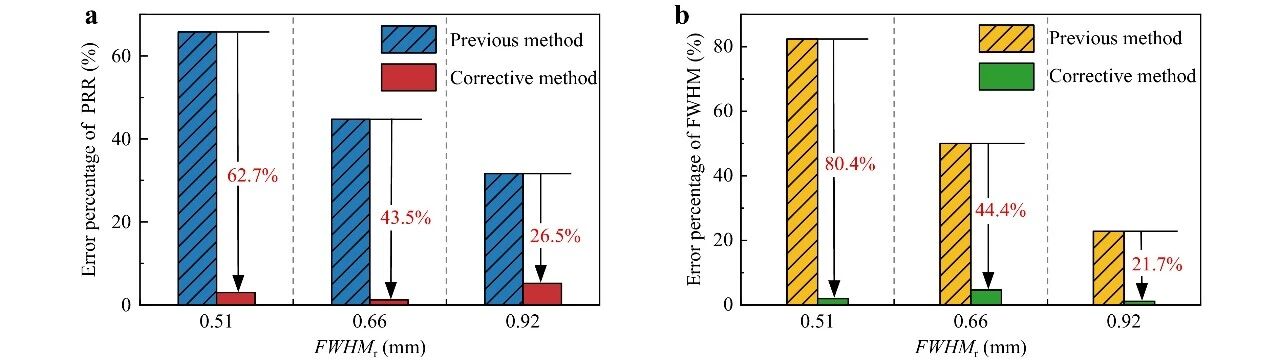
两种测量方法测量误差的对比(a)峰值去除率的误差百分比(b)半宽高的误差百分比
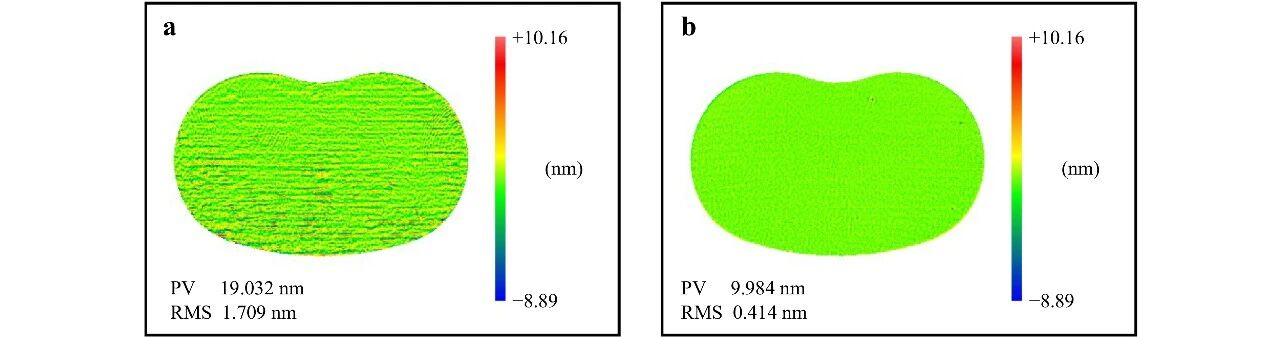
实验结果非球面镜面形误差检测结果(a)加工前面形(b)加工后面形
研究团队提出的基于卷积效应修正的离子束去除函数在线测量方法,能够大大提高离子束加工中小束径去除函数的测量效率和精度,能够为修正空间波长范围在1 mm至10 mm之间的面形误差奠定理论基础,推动离子束加工技术在先进光学加工领域的极端精度制造的应用。

